一、H64H-2000LB美標磅級高壓焊接止回閥技術規范適用范圍 行業領域 本標準適用于石油、石化及相關工業領域。這些行業對閥門的可靠性、安全性和耐腐蝕性等性能要求較高,因為閥門在輸送石油、天然氣、化工原料等介質過程中起著關鍵作用。H64Y、H64H高壓焊接止回閥支管兩端為焊結結構,焊結坡口可按標準或用戶要求制作,適用于火電廠、石油化工、冶金等高溫高壓的水、蒸氣、油品、過熱蒸汽的管道上作防止介質回流的裝置。一種是遵循ANSIB16.34和JIS E101標準的引進型;另一種是Jb3595標準的國標型。其遵循的溫度、壓力等級是一致的,在一些管道中存在著某種互換關系。中部采用無閥蓋壓力自緊式,在高溫高壓工況下具有良好的密封性能。 GB/T 12235 - 2007《石油、石化及相關工業用鋼制截止閥和升降式止回閥》是規范相關閥門設計、制造、檢驗等環節的重要標準,以下是詳細介紹: 閥門類型與參數范圍 涵蓋鋼制截止閥和升降式止回閥。其中,截止閥的公稱壓力范圍為 PN16 - PN420,公稱尺寸范圍是 DN15 - DN600;升降式止回閥公稱壓力為 PN16 - PN420,公稱尺寸為 DN15 - DN600。使用溫度范圍一般在 - 29℃ - 538℃,能夠適應石油和石化工業中各種不同的工況環境。 
二、H64H-2000LB美標磅級高壓焊接止回閥技術規范引用標準 引用了一系列相關標準,如 GB/T 1047(管道元件 DN(公稱尺寸)的定義和選用)、GB/T 1048(管道元件 PN(公稱壓力)的定義和選用)、GB/T 12220(通用閥門 標志)等。這些引用標準為鋼制截止閥和升降式止回閥在尺寸規格、壓力等級標識、材料選用等多個方面提供了基礎依據,確保本標準與其他相關標準的兼容性和協調性。 三、H64H-2000LB美標磅級高壓焊接止回閥技術規范術語和定義 明確了與截止閥和升降式止回閥相關的術語,如 “截止閥”(通過閥瓣的升降來控制介質流通的閥門)、“升降式止回閥”(依靠介質壓力使閥瓣在閥體內沿軸線方向上下運動來實現阻止介質倒流的閥門)等。準確的術語定義有助于統一行業內的交流語言,避免因概念模糊而產生的誤解,保證標準的準確實施。電站止回閥也稱電站專用閥門,主要適用于火力電站各種系統的管路上,防止介質倒流、防止泵及其驅動電機機反轉,以及容器內介質的泄放。電站止回閥還可用于給其中的壓力可能升至超過主系統壓力的輔助系統提供補給的管路上。適用介質:水、蒸氣等非腐蝕性介質。電站閥門與其他閥門產品相比的特點是高溫高壓,的自密封設計,壓力越高,密封越可靠。由于性能技術特性、工況的特殊使產品也形成了其他產品所替代不了的特點。電站截止閥端部連接多為焊接結構。
結構特點
1、高壓電站止回閥中腔采用壓力自緊式密封結構,介質壓力越高,密封性能越好。
2、閥瓣、閥座的密封面采用鈷基硬質合金堆焊而成,耐磨、耐高溫,抗擦傷性能好、使用壽命長。
3、支管兩端為對焊連接,焊接坡口可按標準或用戶要求制作,適應不同的接管要求。 四、H64H-2000LB美標磅級高壓焊接止回閥技術規范結構形式 
截止閥結構形式 包括直通式、角式等多種形式。直通式截止閥的進出口通道在同一直線上,流體阻力相對較小;角式截止閥進出口通道呈直角,適用于管道系統中空間布局受限的場合。其結構一般由閥體、閥蓋、閥瓣、閥桿等部件組成,閥瓣與閥座緊密配合實現截斷功能。 升降式止回閥結構形式 主要有臥式和立式兩種。臥式升降式止回閥的閥瓣在水平方向上運動,常用于水平管道;立式升降式止回閥閥瓣在垂直方向運動,適用于垂直管道。這種閥門結構簡單,依靠介質自身壓力推動閥瓣運動,阻止介質倒流。 五、H64H-2000LB美標磅級高壓焊接止回閥技術規范技術要求 
壓力 - 溫度等級 規定了不同公稱壓力對應的溫度范圍。例如,在較低的公稱壓力 PN16 下,適用溫度范圍相對較寬;隨著公稱壓力升高,如 PN420,溫度范圍可能會根據材料性能和實際應用場景有所調整。這是因為高溫和高壓對閥門材料的性能影響較大,需要根據具體工況合理選擇閥門的壓力 - 溫度等級。 材料要求 閥體、閥蓋等主要部件可采用碳素鋼、合金鋼等材料。對于不同的介質和工況,材料的選擇至關重要。如在腐蝕性較強的介質環境中,可能會選用不銹鋼材料;在高溫高壓環境下,會采用具有良好高溫強度和韌性的合金鋼。同時,對密封面材料也有相應要求,如采用硬質合金、橡膠等,以保證良好的密封性能。 尺寸與公差 明確了閥門的公稱尺寸、結構長度、法蘭尺寸等尺寸參數。這些尺寸的標準化有助于閥門在不同管道系統中的互換性。同時,規定了各部件的尺寸公差范圍,以確保閥門的制造精度,保證閥門的質量和性能穩定性。 六、H64H-2000LB美標磅級高壓焊接止回閥技術規范試驗方法 
殼體試驗 按照規定的試驗壓力對閥門殼體進行強度試驗。一般試驗壓力為閥門公稱壓力的 1.5 倍,但不得低于 1.5MPa。在試驗過程中,觀察殼體是否有滲漏、變形等情況,以驗證殼體的強度是否滿足要求。 密封試驗 對于截止閥,主要檢查閥瓣與閥座之間的密封性能;對于升降式止回閥,除了檢查閥瓣與閥座的密封,還需關注閥體內部通道的密封情況。試驗壓力通常為閥門公稱壓力的 1.1 倍,通過檢測是否有介質泄漏來評估閥門的密封性能。 動作試驗(針對截止閥) 檢驗閥瓣的開啟和關閉動作是否靈活、平穩。通過手動或動力驅動方式操作閥門,觀察閥瓣的運動情況,確保閥門在規定的壓力差和流量條件下能夠正常開啟和關閉。 執行標準1.設計制造與驗收按火力發電閥門標準ANSIB16.34 API6D GB12236 E101和JB/T3595、DL/T531標準規定。
2、結構長度按E101、JB/T2766、GB/T15188.1 ANSIB16.10 GB12221標準規定或按用戶要求。
3、壓力-溫度等級按E101、JB/T3595 API598 GB9131 標準規定。
4、焊接坡口尺寸按GB12224、JB/T3595、ASME B16.25 ANSIB16.25標準規定或按用戶配管尺寸要求。 
H64H-2000LB美標磅級高壓焊接止回閥技術規范性能規范 | 公稱壓力PN(MPa) | 試驗壓力Ps(MPa) | 工作壓力 | 工作溫度(度) | 適用介質 | | 強度 | 密封(液) | P54 | P55 | P57 | | 10.0 | 15.0 | 11.0 | | | | ≤425 | 水、蒸氣、油品 | | 16.0 | 24.0 | 17.6 | | | | | 20.0 | 30.0 | 22.0 | | | | | 25.0 | 37.5 | 27.5 | | | | | 32.0 | 48.0 | 36.0 | | | | | P5410 | 30.0 | 22.0 | 10 | | | ≤540 | 蒸汽 | | P5414 | 37.5 | 27.5 | 14 | | | | P5417 | 48.0 | 36.0 | 17 | | | | P5510 | 37.5 | 27.5 | | 10 | | ≤550 | | P5514 | 48.0 | 36.0 | | 14 | | | P5517 | 53.0 | 39.0 | | 17 | | | P5710 | 48.0 | 36.0 | | | 10 | ≤570 | | P5714 | 55.0 | 40.0 | | | 14 | | P5717 | 60.0 | 44.0 | | | 17 | 主要零件材料 | 零件材料 | 材料牌號 | | 閥體 | WCB | WC1 | WC6 | WC9 | | 閥座 | 25 | 15CrMoA | 12Cr1MoVA | | 閥瓣 | WCB | WC1 | WC6 | WC9 | | 搖桿 | WCB | WC1 | WC6 | WC9 | | 閥蓋 | 25 | 15CrMoA | 12Cr1MoVA | | 密封環 | 1Cr17Ni2 | 20CrMo1VA | | 密封環 | S軟鋼(增強柔性石墨) | S軟鋼 | F軟鋼 | H64H-2000LB美標磅級高壓焊接止回閥技術規范外形結構圖 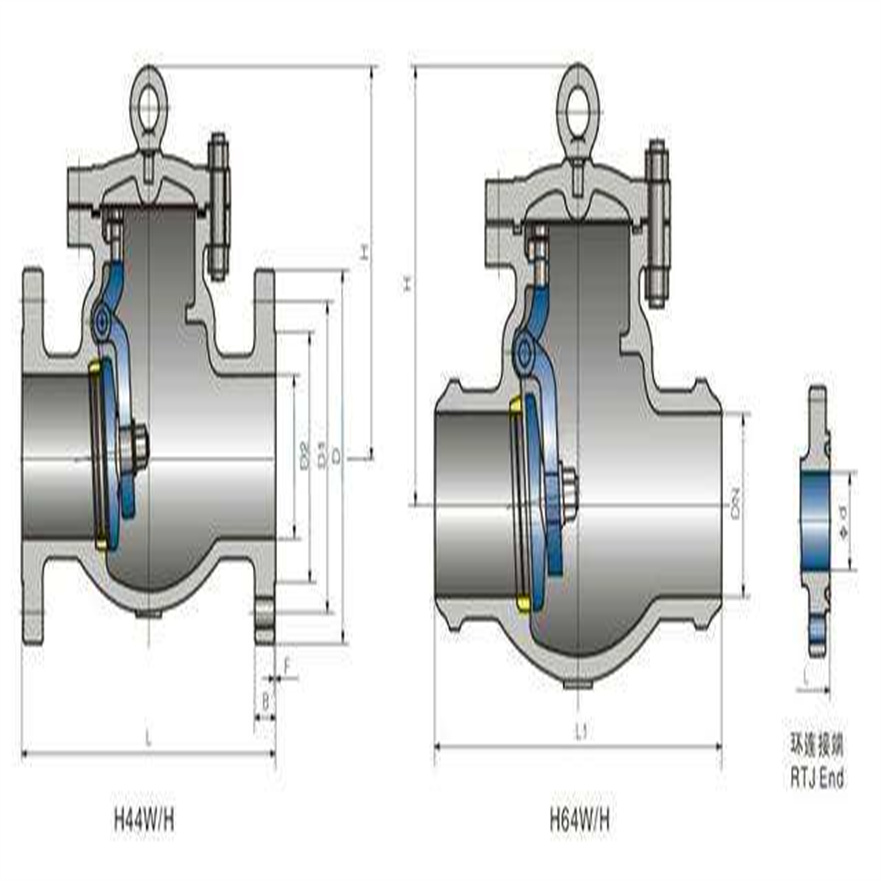
H64H-2000LB美標磅級高壓焊接止回閥技術規范主要外形尺寸美標1500Lb 、國標25.0MPa | 公稱通徑PNS(in.) | 主要外形尺寸和連接尺寸(mm) | | d | L | H | | 2 1/2 | 56 | 254 | 282 | | 3 | 64 | 325 | 300 | | 4 | 84 | 406 | 350 | | 5 | 100 | 483 | 425 | | 6 | 126 | 559 | 400 | | 8 | 158 | 711 | 490 | | 10 | 200 | 864 | 540 | | 12 | 250 | 991 | 650 | | 14 | 280 | 1067 | 710 | 主要外形尺寸美標2000Lb 、國標32.0MPa | 公稱通徑PNS(in.) | 主要外形尺寸和連接尺寸(mm) | | d | L | H | | 2 1/2 | 50 | 330 | 240 | | 3 | 60 | 368 | 305 | | 4 | 80 | 457 | 315 | | 5 | 96 | 533 | 409 | | 6 | 118 | 610 | 465 | | 8 | 147 | 762 | 528 | | 10 | 180 | 914 | 613 | | 12 | 222 | 1041 | 680 | | 14 | 254 | 1118 | 745 | 主要外形尺寸美標2500Lb 、國標42.0MPa | 公稱通徑PNS(in.) | 主要外形尺寸和連接尺寸(mm) | | d | L | H | | 3 | 54 | 368 | 297 | | 4 | 70 | 457 | 385 | | 5 | 86 | 533 | 410 | | 6 | 104 | 610 | 455 | | 8 | 130 | 762 | 557 | | 10 | 162 | 914 | 615 | | 12 | 210 | 1041 | 715 | | 14 | 234 | 1118 | 790 | | 16 | 264 | 1245 | 815 | | 18 | 304 | 1397 | 815 | 七、H64H-2000LB美標磅級高壓焊接止回閥技術規范檢驗規則 
出廠檢驗 每臺閥門出廠前都要進行全面檢驗,包括外觀檢查(檢查閥門表面是否有砂眼、裂紋等缺陷)、尺寸檢查(確保閥門尺寸符合標準要求)、壓力試驗(殼體試驗和密封試驗)等。只有檢驗合格的閥門才能出廠銷售。 型式檢驗 在新產品試制、老產品轉廠生產、產品結構或材料有重大改變等情況下,需要進行型式檢驗。型式檢驗項目涵蓋標準規定的所有技術要求和試驗項目,以全面評估產品的性能和質量是否符合標準要求。 八、H64H-2000LB美標磅級高壓焊接止回閥技術規范標志、防護、包裝和儲運 
標志 閥門產品應在明顯位置標注公稱直徑、公稱壓力、材料代號、制造商名稱或商標、介質流向箭頭等信息。這些標志有助于用戶在安裝、使用和維護過程中準確識別閥門的參數和特性。 防護、包裝和儲運 閥門應進行適當的防護,如進行防腐處理,防止在儲存和運輸過程中受到腐蝕。包裝應具備防潮、防震、防碰撞等功能,并且在包裝上要標明產品名稱、規格、數量、重量、生產日期等信息,以確保閥門在儲運過程中的安全和質量。 一、H64H-2000LB美標磅級高壓焊接止回閥技術規范適用場合及選用原則 (一)、止回閥的使用場合 止回閥一般只適用于管道或裝置中防止介質倒流。 止回閥只允許介質向一個方向流動,而且阻止另一方向流動。通常這種閥門 是自動工作的,在一個方向流體壓力作用下,閥瓣打開;流體反方向流動時,由 流體壓力和閥瓣的自重使閥瓣作用于閥座,從而切斷流動。適用的工作介質:水、 蒸汽、油品等等。 止回閥有旋起式、升降式、立式等結構形式;密封形式有軟密封結構和硬密封結構。 通常,止回閥使用在電力工業、石油煉制、石油化工、海洋石油、城市建設 中的自來水工程、化工等領域中應用。 (二)、止回閥的選用原則 1. 管路上防止介質倒流的場合。 2. 高溫、高壓介質:如高壓蒸汽、高溫高壓油品。 3. 低溫(深冷)介質:如液氮、液氨等介質。 4. 低壓大口徑:如自來水工程、污水處理工程。 5. 低壓力、腐蝕性強的介質可選用全襯止回閥。 6. 可根據不同的壓力、溫度、介質和工況要求選擇不同的材質搭配的止回 閥。 7. 安裝位置:旋起式適合安裝在水平管路,若垂直安裝介質流向須從下往 上流向;升降式止回閥只適合安裝在水平管路;立式止回閥只適合安裝在垂直管 路且介質必須由下往上流動。 
二、H64H-2000LB美標磅級高壓焊接止回閥技術規范安裝 (一)安裝前 1. 細心的拆卸閥門的包裝物,對照材料,規范和明細表等清單,檢查 標簽和標牌。查看所選用的閥門型號,法蘭尺寸,結構長度是否與 系統的壓力,溫度等條件相適應。 2. 檢查閥門內部是否清潔,有無異物和危害性的腐蝕,如有請進行清洗干凈后進行安裝。對于旋啟式止回閥應將閥腔內固定閥瓣的構件 取出。 3. 旋起式止回閥在系統中安裝時只能以水平安裝和垂直安裝兩種方式 進行安裝,并且垂直安裝時介質必須由下向上流動,不得有其他安 裝方式(見附圖)。 4. 閥門安裝好后,請用水清洗管道,去除安裝時可能帶來的廢物,以 防止密封面被劃傷。 (二)安裝時一定要注意保證介質的流向與閥體上箭頭所指的方向一致,否則就會截斷介質的正常流動。 1. 法蘭連接閥門與管道的安裝 1) 檢查法蘭配合面,如果發現可能引起泄露的缺陷,應在修整后方可安裝。 2) 檢查螺柱和螺母的尺寸、長度和材料是否合適要求。 3) 墊片材料和尺寸是否符合相關標準的要求。 4) 檢驗墊片是否有缺陷或損傷。 5) 在螺栓螺紋上涂適當的潤滑劑,裝配時螺栓要對稱均勻擰緊(見螺栓擰 緊順序示意圖),使法蘭和墊片的初始接觸盡可能平整和平行。使用力矩扳 手確保法蘭螺栓連接的正確性及最后均勻擰緊。把閥門安裝到管道上,則法蘭的平行對中尤其重要。 注意:如果某一螺栓在擰緊過程中的轉矩時而逐步增大、時而保 持不變或稍有增大,則該螺栓已彎曲,應更換和報廢。 2.螺紋連接閥門與管道的安裝 螺紋管接頭的密封性能取決于管子外螺紋與內螺紋的良好配合,通常在裝配 的螺紋之間加有特別軟或有粘性的材料。為了獲得的無泄露系統,應注意下列幾點: 1) 檢查閥門和所配管子螺紋的形狀和清潔度。注意螺紋外圓是否受到碰撞 或存在碎化鋸齒形,是否有碎片或砂粒存在。 2) 注意檢查閥門端部內螺紋的有效旋合長度,必須仔細考慮管子螺紋擰入 閥門的長度,如旋合長度沒有超過基面,則應仔細檢查管子端部的螺紋長度。 3) 裝配時要正確使用匹配部分的螺紋。錐管螺紋在剛擰入時是松動配合, 直到螺紋嚙合適當,扳手方可施加作用力。 4) 在外管螺紋上纏密封膠帶或涂螺紋粘合劑(規定用螺紋密封時除外),要 防止膠帶或粘合劑進入流道。扳緊裝配接縫,閥門上的扳頭應設在閥體端部, 管子是用螺紋 擰入該端的。注意:由于錐形螺紋連接形成的力矩沒有明確 的界限,故有可能因在閥體上施加過大的扭力而損壞閥門或管子。在閥門的 另一端重復上述步驟,把該端的扳頭擰進裝的管子中。 3. 焊接連接閥門的安裝 管道和閥體之間的焊縫的強度不低于閥體。同時,接頭不應有“缺口”或薄 弱環節。因此,對于承插焊連接,一般要求焊縫的截面積要比管道的截面積大。 對焊焊縫要求焊透并其厚度至少要等于管道的壁厚。如果高強度合金管 子與機械強度比較低的閥體材料焊接,則焊接坡口必須加工成錐形以補償閥門端 部較大的壁厚,或閥門必須配有高強度材料做附加件或“加強筋”。 焊縫應沒有缺陷。所有的焊接均應符合可用于管道系統結構的任何規范或管 轄范圍內的某些規定,并應符合被認可的焊接程序,按相應規范的要求進行檢查。 檢查管子和閥門的材料標記,確認其是否符合規定的要求 1) 檢查焊接端的表面、尺寸和清潔度,去除妨礙裝配和焊接性能的因素; 2) 根據已評定的焊接工藝規范確定焊接參數。 3) 檢查閥門與管道的端部是否對中,確保焊接質量。 4)點焊牢固。 5)清理并檢查焊縫。 6)補焊須經認可的焊接程序修補。 注意:閥門安裝在管線上,杜絕出現閥門支撐管線的狀況 
三、H64H-2000LB美標磅級高壓焊接止回閥技術規范操作 止回閥在管路系統中防止介質逆流,當介質逆流時,閥門能自動關閉,是一 種自動閥門。(輸送的介質要清潔,以免造成密封不嚴或加速密封面磨損) |

 客服1號
客服1號